

现在的位置:主页 > 综合新闻 >
激光抛光形状复杂且薄壁的增材制造的金属零件(3)
【作者】:网站采编【关键词】:【摘要】:6. 激光抛光真实的LMD制造的复杂形态且薄壁的零件 ▲图12. 对真实的复杂形状的且薄壁的部件进行激光抛光的策略 ▲图13. 激光抛光的形状复杂且薄壁的部
6. 激光抛光真实的LMD制造的复杂形态且薄壁的零件
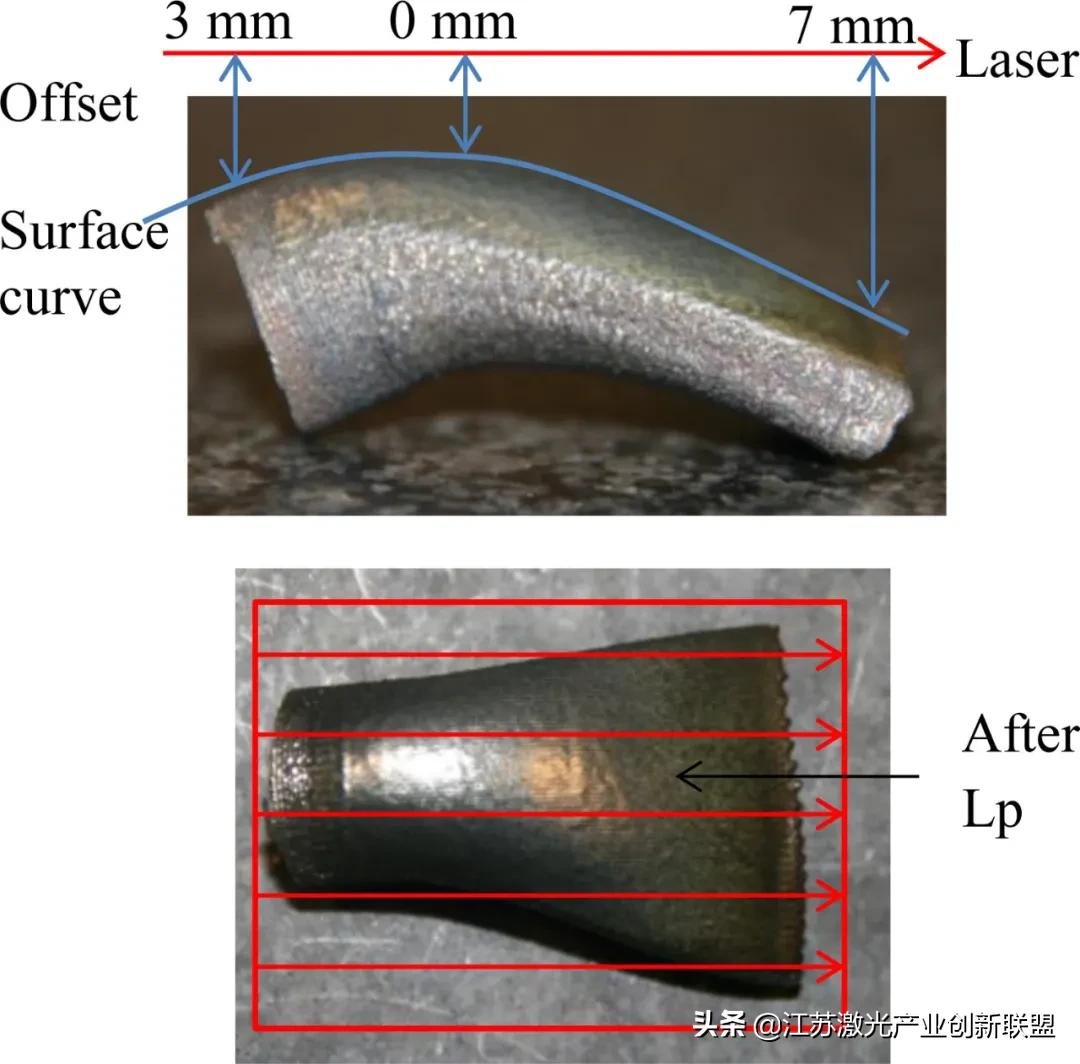
▲图12. 对真实的复杂形状的且薄壁的部件进行激光抛光的策略
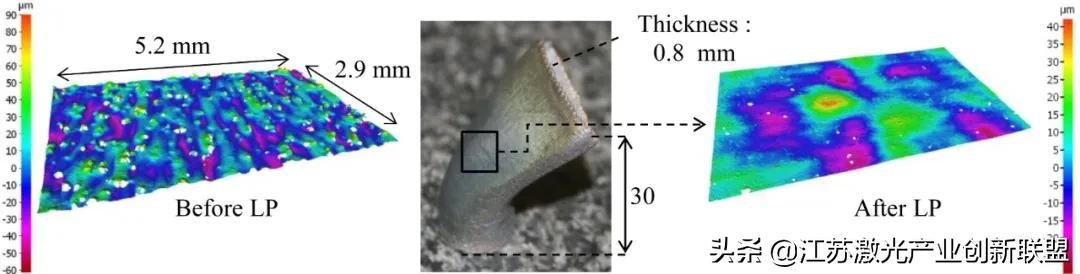
▲图13. 激光抛光的形状复杂且薄壁的部件
面对真实的应用场景的时候,一个真实的薄壁且复杂形状的LMD部件经过激光进行抛光后凝固。依据激光的2维路径,偏移参数来抛光。
为了消除激光抛光所造成的偏差,能量密度相对早先的测试有一个小的变化。参数选择为100 W和3000 mm/min的扫描速度,扫描道次为5道。结果,LMD的表面在抛光之后得到了光滑,见图13,且尺寸变化很小。其表面粗糙度从开始的Sa14微米降低到最终的5.39微米,降低了62%。
结果,激光抛光工艺必须优化,依据两种不同的对象:表面粗糙度和尺寸偏差来考虑。然而,保护气体的均匀性和最终的形貌并没有进行优化。保护气体存在缺陷时会在表面形成温度梯度。结果,参数的偏移会在一个简单的路径系对复杂形状的表面进行抛光。采用5轴和常用的扫描策略可以最终提高抛光后的形貌。
7. 结论和未来的研究方向
本研究主要集中在依据薄壁且复杂的LMD部件的激光抛光上。基于实验研究,本实验依据抛光参数和扫描策略来对抛光工艺进行了优化。结果,初始的形貌得到了光滑,表面完整性也得到了提高。最后,对一个真实的薄壁且复杂形状的LMD部件进行了抛光。主要结论如下:
- 激光抛光可以显著的提高LMD部件的表面质量。
- 增加扫描道次会增加表面光滑程度和降低氧化硅氧化物熔滴的含量。
- 保护气体的胞措施会改善激光抛光后的表面完整性。
- 多道次扫描策略可以消除第一次抛光时出现的裂纹。
- 激光抛光参数必须相关联,且初始的表面形貌、材料和部件的结构考虑在一起。
- 多道扫描的策略是在同一参数下进行的,可以简化抛光参数的优化。
- 激光抛光参数可抛光LMD制造的薄壁界面的部件。
- 激光抛光工艺的策略可以改善复杂形状LMD部件的表面光洁度。
- 激光抛光工艺必须依据表面粗糙度和形状的偏差来进行优化。
接下来的工作将聚焦在五轴激光抛光上,目的是为了处理一个完整的复杂的LMD部件,由于激光抛光是一种再熔化工艺,需要开展而更多的冶金分析,如显微硬度、显微组织、疲劳性能为和腐蚀性能等。
最终的目标是将聚焦在依据实验结果来预测最后的形貌上。
文章来源:Laser polishing of additive laser manufacturing surfaces,Journal of Laser Applications 27, S (2015);
文章来源:《中国金属通报》 网址: http://www.zgjstbzz.cn/zonghexinwen/2021/0622/1283.html
上一篇:沿海设计金属屋面系统知识要点大揭秘
下一篇:我国专家首次提出“农业金属组学”概念
中国金属通报投稿 | 中国金属通报编辑部| 中国金属通报版面费 | 中国金属通报论文发表 | 中国金属通报最新目录
Copyright © 2018 《中国金属通报》杂志社 版权所有
投稿电话: 投稿邮箱: